Laser Weld Cleaning & Surface Preparation
Clean weld heat tint, tempering colour and oxide from stainless and steel — no pickling paste, no wire-brush contamination. Restore corrosion resistance after welding and prep surfaces for coating, with controlled energy instead of acid or abrasives.
Post-weld cleanup is slower and dirtier than it should be
The usual ways of cleaning a weld each carry a cost beyond the time at the bench — to the operator, the environment, or the stainless itself.
Pickling paste & acid
Effective but hazardous — handling, neutralizing and disposing of pickling acid is regulated, slow and unpleasant.
Wire brushing & grinding
Abrasives are slow on heat tint and can embed iron into stainless, compromising the very corrosion resistance you are trying to restore.
Blasting & containment
Blasting needs media, booths and cleanup, and is hard to control around a precise weld seam.
.png)
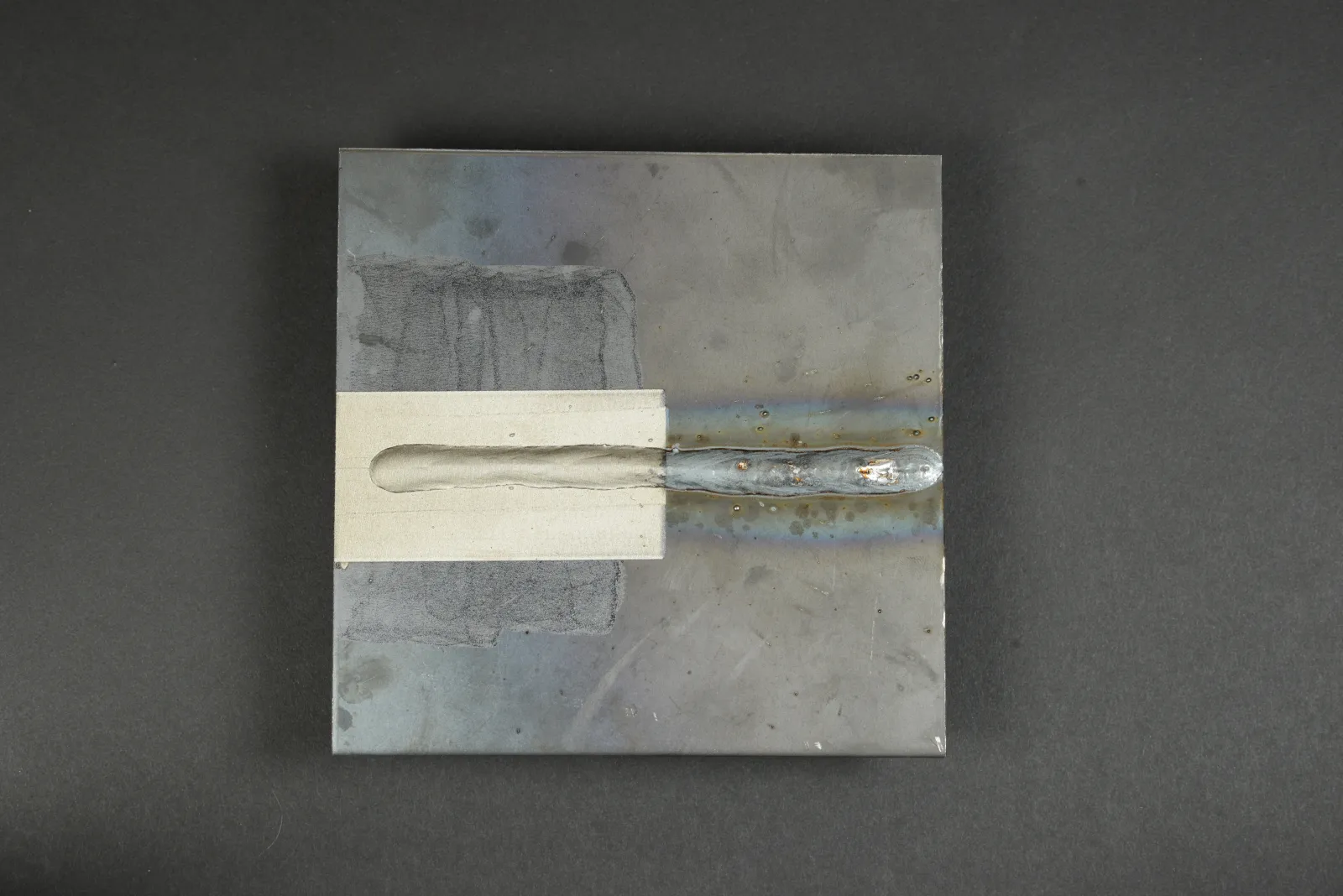
Lift the oxide, leave the steel
Welding leaves a thin oxide and heat-tint layer along the seam — the tempering colours you see on stainless. A laser is absorbed by that oxide layer and removes it in a controlled way, without the iron contamination a wire brush leaves behind or the acid a pickling paste needs.
- Removes heat tint & tempering colour along the seam
- Clears weld oxide, scale and mill scale
- Cleans without embedding contamination into stainless
How completely it cleans depends on the alloy, the heat tint severity, laser power and scanning width — so we test a representative weld and report the result before recommending settings.
Weld cleaning & surface prep jobs
From a single stainless seam to coating prep across a fabricated assembly.
Heat tint removal
Strip tempering colour from stainless welds.
Weld seam cleaning
Clean and brighten the seam and heat-affected zone.
Oxide & mill scale
Remove oxide and rolling mill scale from steel.
Pre-coat surface prep
Prepare clean surfaces for paint or coating adhesion.

.png)
Cleaner welds, better corrosion resistance
On stainless especially, how you clean the weld decides how well it resists corrosion afterwards. Laser cleaning protects the result.
- Restores corrosion resistance — removing heat tint helps the stainless re-form its passive layer, instead of leaving a weakened seam.
- Improves coating adhesion — a clean, oxide-free surface gives paint and coatings a sound base to bond to.
- No acid waste stream — skip the pickling paste, neutralizing and hazardous-liquid disposal entirely.
- Faster, repeatable cleanup — controlled passes along the seam instead of manual scrubbing.
Pulsed for seams, CW for large prep
Weld seams and heat tint are precision work — a pulsed strength. Large-area surface preparation leans on continuous-wave throughput.
.png)
Pulsed — LY100-500W
Controlled, seam-level cleaning of heat tint and oxide on stainless and detailed weldments.
.png)
High-power CW — LCW / HW
1000–3000W throughput for oxide and scale removal across large surfaces before coating.



How laser weld cleaning compares
Structural differences that hold across most stainless and steel weld-cleaning work.
| Factor | Laser cleaning | Pickling / acid | Wire brush / grinding |
|---|---|---|---|
| Consumables | None — no acid or media | Pickling paste & neutralizer | Brushes, discs, abrasive |
| Stainless passive layer | Cleaned without iron pickup | Acid handling required | Can embed iron contamination |
| Control | Seam-level, repeatable | Spread & dwell hard to control | Operator-dependent, uneven |
| Waste & disposal | Minimal, easy extraction | Hazardous acid waste | Dust + spent abrasive |
Metal fabrication and structural work
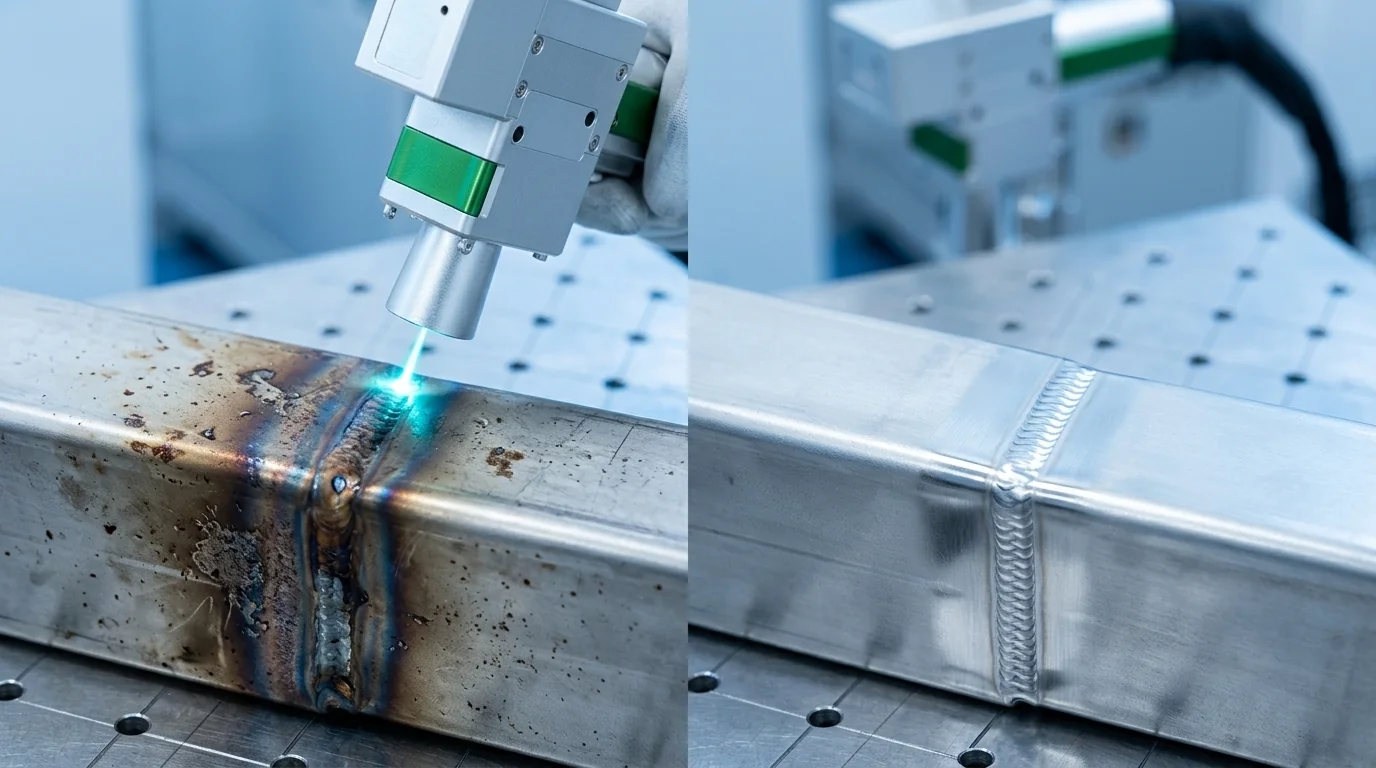
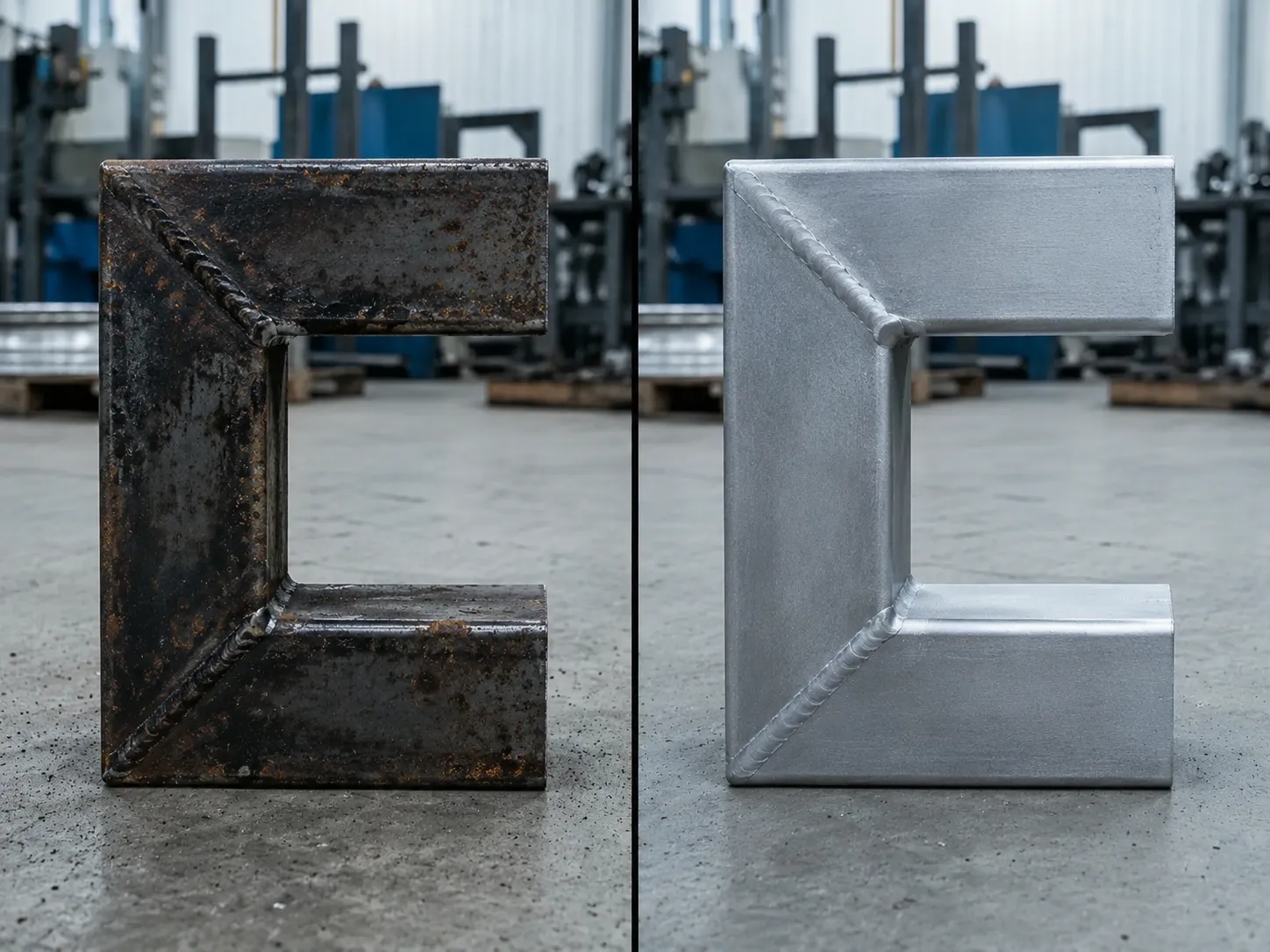
Weld-cleaning results
Representative before/after results on stainless and steel welds.
Materials & conditions matrix
Weld-cleaning targets across alloys. Pulsed control suits seam-level heat tint; continuous-wave suits large-area oxide and scale before coating.
| Target | Alloy / material | Suggested approach |
|---|---|---|
| Heat tint & tempering colour | Stainless steel | Pulsed, low pass |
| Weld oxide & scale | Carbon steel | Pulsed / CW |
| Mill scale | Structural steel | CW, large area |
| Pre-coat surface prep | Steel & stainless | Pulsed (seam) / CW (area) |

The result on any combination depends on the material, contaminant, laser power and scanning setup — confirmed on a representative sample.
The workflow, step by step
Post-weld cleaning to a corrosion-resistant, coatable surface — step by step.
Assess alloy & weld
Identify the alloy, the heat tint severity and the surface standard required.
Sample weld test
We clean a representative weld and review the result and settings.
Set pulsed parameters
Seam-level energy that removes oxide without iron contamination.
Clean seam & heat-affected zone
Work the seam and HAZ with controlled passes.
Inspect & prep
Confirm the passive layer and surface ready for coating.
Typical project considerations
What fabricators weigh when the weld has to resist corrosion afterwards.
Passive-layer integrity
Cleaning without embedding iron helps stainless re-form its passive layer.
Coating adhesion
An oxide-free surface gives paint a sound base to bond to.
Seam-level precision
Controlled energy works the seam, not the whole part.
Acid-free, no waste
No pickling paste, neutralizing or hazardous liquid.
Related machines & solutions
Inspection & acceptance
A cleaned weld is judged by what happens next — corrosion resistance and coating. These are the acceptance checks.
Heat tint removed
Confirm the tempering colour along the seam and heat-affected zone is cleared.
No iron contamination
Check the stainless surface is clean without embedded iron from abrasives.
Coating-ready surface
Verify an oxide-free base for the coating system, where painting follows.
Documented test
Record the settings and result from the sample weld for repeatability.
Laser weld cleaning questions, answered straight
Send your welded part and get a factory-direct quote
Tell us your alloy, weld type and what you need to prep. We will recommend pulsed or continuous-wave, offer sample testing, and send pricing — usually within one business day.
- [email protected]
- +86 153 2715 5363
- Mon–Sat 9:00–18:00 (GMT+8)